IMPROVED PRODUCTIVITY AND TOOL LIFE
Problems
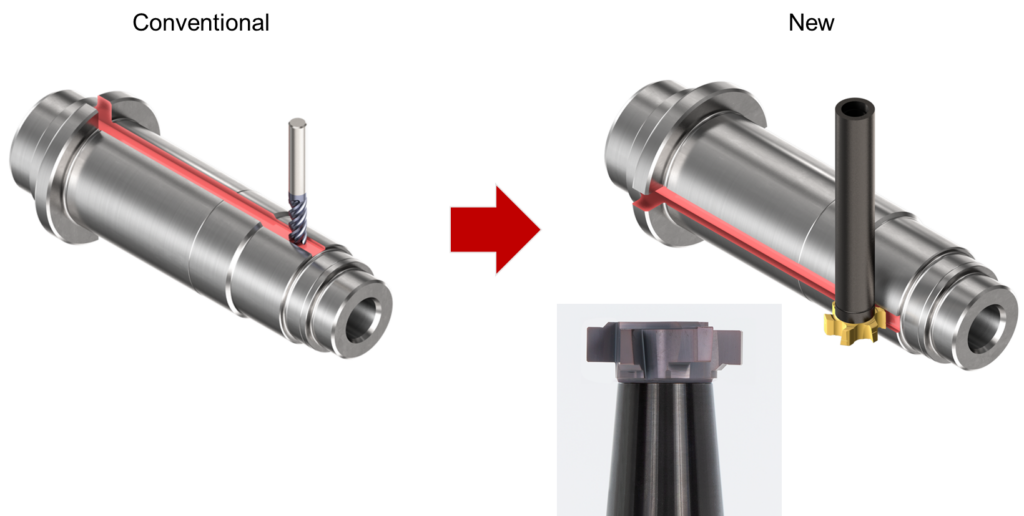
In the conventional machining process, the following 3 steps were needed.
Process 1: Grooving with a ø6 end mill
Process 2: Shoulder milling with a ø6 end mill (ae: 0.075mm)
Process 3: Shoulder milling with a ø6 end mill (ae: 0.075mm)
Improving machining efficiency and extending tool life were the main challenges. Additionally, the occurrence of burrs during the grooving process was also a hindrance to the quality of the parts.
Effect
Improvement in Machining Efficiency:
Applied TungMeister's special T-slot head with chamfering edge.
The conventional grooving, which required 3 passes for slotting, was reduced to 1 pass with the T-slot machining. Additionally, by incorporating chamfering edges, the chamfering process for removal burr creation was integrated into a single step.
As a result, the process time was reduced by 31%.
Extended Tool Life:
The conventional end mill faced issues with chatter during grooving, resulting in short tool life.
The TungMeister T-slot head adopted anti vibration cutting design, which suppressed the occurrence of chatter. Furthermore, increasing the shank diameter to ø20 enhanced tool rigidity, enabling stable machining.
As a result, tool life was extended by ten times.