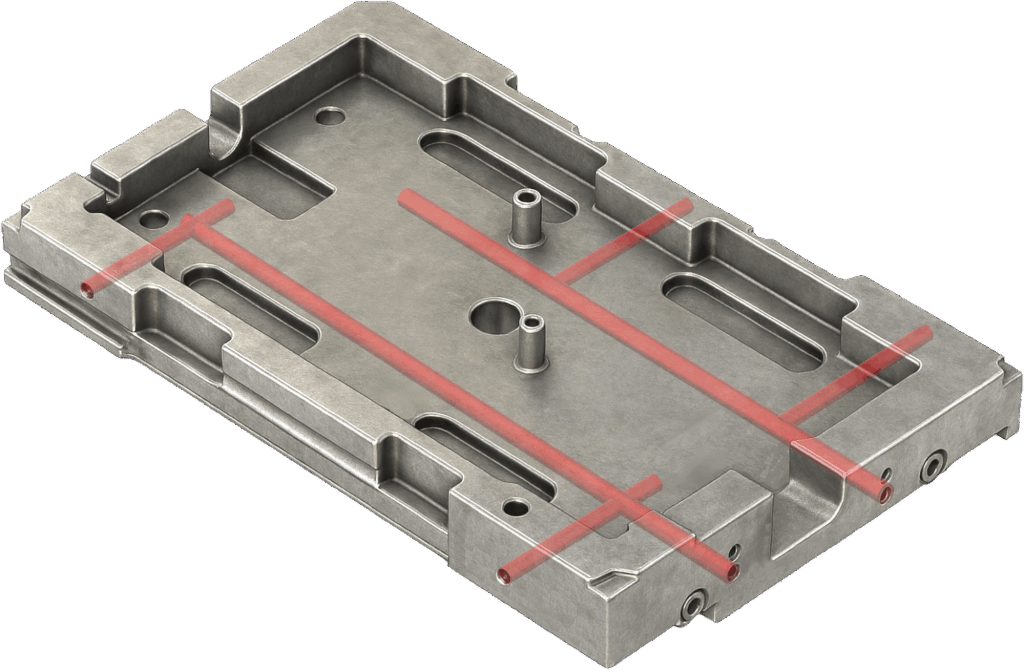
DeepTriDrill ‐ AHM930 – Distribution Plate
DeepTriDrill significant cost savings and enhanced performance with superb surface finish
DeepTridrill delivered exceptional performance drilling coolant channels on a Distribution Plate. Gun-drill machine with 35 KW power and 40 BAR pressure, our tool achieved excellent surface quality and a metal removal rate of 7.2 cm³/min.
Compared to the competitor, we reduced cutting time per hole from 23min to below 5 min, significantly lowering machining time and cost.
The tool maintained stable performance under interrupted cutting conditions and showed superior wear resistance. we achieved 12 holes per cutting edge versus 8 of the competitor.
Tool life, feed rates, and surface finish all improved, resulting in lower tooling costs and reduced downtime. The carbide-coated insert (AH9130) delivered consistent results on forged workpieces made of 1.2085 material.
Share
| Industry | Engineering |
|---|---|
| Component | Distribution Plate |
| Material ISO code |
|
| Work material | 1.2085 |
| Machine(spindle type) | Gun drill machine |
| Tool family | Holemaking |
| Tool category | Deep hole drilling |
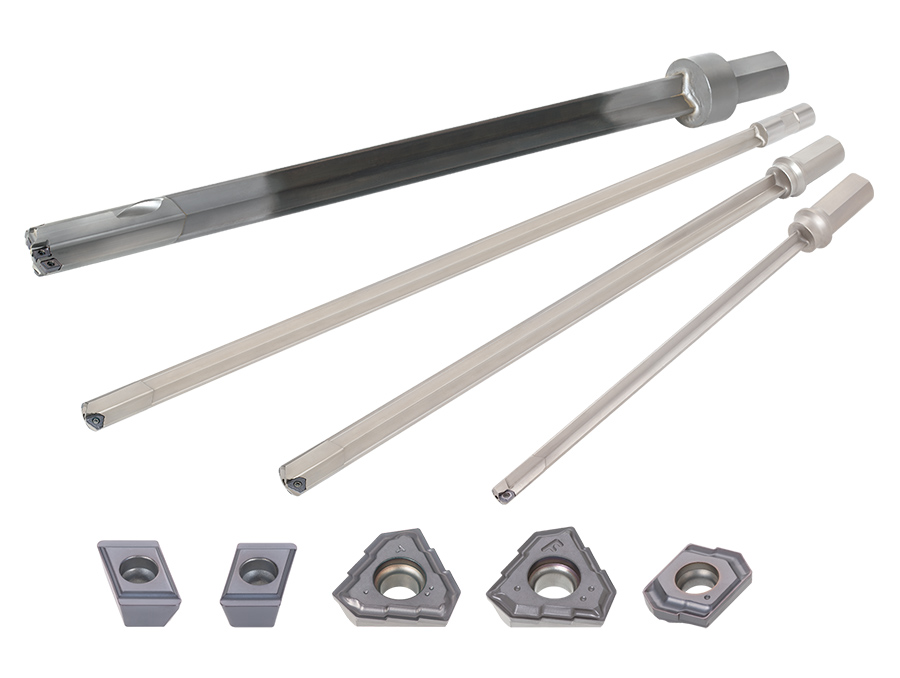
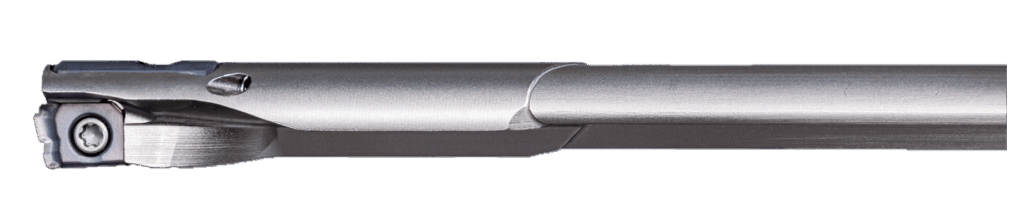
| Product name | DeepTri-Drill |
| TSR No. | 5187D |
Tool
| Tungaloy | Competitor | |
|---|---|---|
| Body | MCTRCH08.00XM20-45 | Brazed Gun-Drill |
| Insert | ZSGT040104R-NDJ AH9130 | brazed tip |
| Grade | AH9130 | brazed tip |
Tool life
| Tungaloy | Competitor | |
|---|---|---|
| Number of workpieces (pcs/insert) | 12 | 8 |
Cutting conditions
| Tungaloy | Competitor | |
|---|---|---|
| Tool diameter DC (mm) | 8 | 8 |
| Hole tolerance grade | 0.05 | 0.05 |
| Pilot hole diameter (mm) | 8 | 8 |
| Surface quality required Ra (μm) | Excellent | Good |
| Hole depth H (mm) | 640 | 640 |
| Cutting speed V/c (m/min) | 60 | 70 |
| Feed f (mm/rev) | 0.06 | 0.01 |
| Feed speed Vf (mm/min) | 143 | 28 |
| Coolant | Internal | Internal |