TungMeister – Crank Shaft – AH715
MACHINING STABILITY
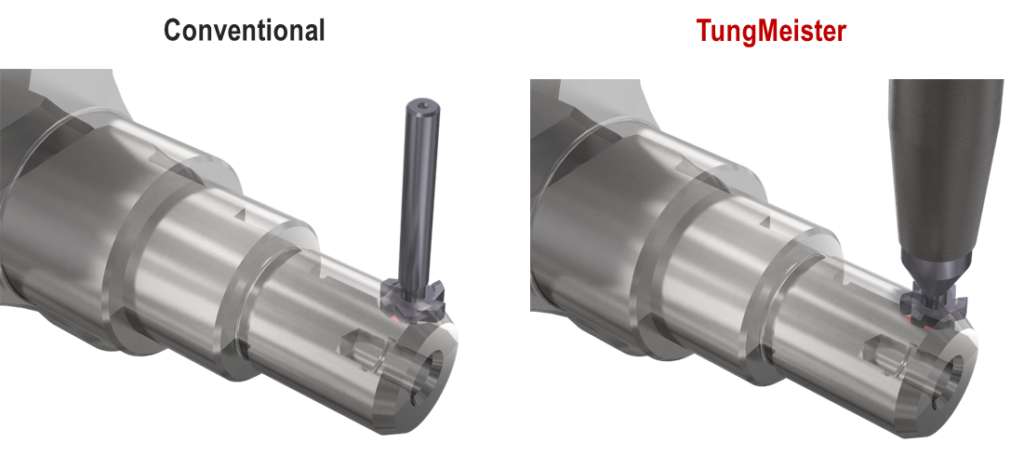
The conventional product used a solid T-slot cutter, but the occurrence of chatter was a problem. To eliminate chatter, we proposed the TungMeister T-slot tool.
By increasing the shank diameter from the conventional Φ6 to Φ20, we achieved approximately 19 times greater tool rigidity.
The TungMeister T-slot tool suppressed the occurrence of chatter and contributed to improved machining stability.
Share

| Industry | Automotive |
|---|---|
| Component | Crank Shaft |
| Material ISO code |
|
| Work material | Alloy steel |
| Machine(spindle type) | Machining Center Small(#30,HSK40) |
| Tool family | Milling |
| Tool category | Slotting |
| Product name | TungMeister |
| TSR No. | 5033M |
Tool
| Tungaloy | Competitor | |
|---|---|---|
| Body | VSSD20L070S10-S | Solid T-slot cutter |
| Effective number of teeth | 6 | 6 |
| Cutting diameter | 14 | 14 |
| Overhang (mm) | 40 | 40 |
| Insert | VTB140W4.00R02-06S10 | |
| Number of cutting edges | 1 | 1 |
| Grade | AH715 | Carbide |
Cutting conditions
| Tungaloy | Competitor | |
|---|---|---|
| Cutting speed V/c (m/min) | 64 | 64 |
| Feed per tooth f/z (mm/t) | 0.006 | 0.006 |
| Feed speed Vf (mm/min) | 59 | 59 |
| Depth of cut ap (mm) | 4 | 4 |
| Width of cut ae (mm) | 3.5 | 3.5 |
| Coolant | Dry | Dry |