DeepTriDrill 穴あけコストの削減と生産性の向上
効率性の向上とコスト削減DeepTri-Drill
既存ロウ付けガンドリルと比べ生産性の向上により、穴あけ時間が約15分から約2分に短縮された。
優れた切りくず処理性により、安定した加工面を達成。穴の偏差が減少し、精度が向上した。
また再研磨が不要になり、インサートの交換だけで済むようになったため、工具管理が簡素化された。
| 産業 | 金型 |
|---|---|
| 加工部品 | 金型ベース |
| ISOコード |
|
| 被削材 | FC250 |
| 工作機械 | 横形マシニングセンタ |
| 加工分類 | 穴あけ |
| 加工形態 | 深穴加工 |
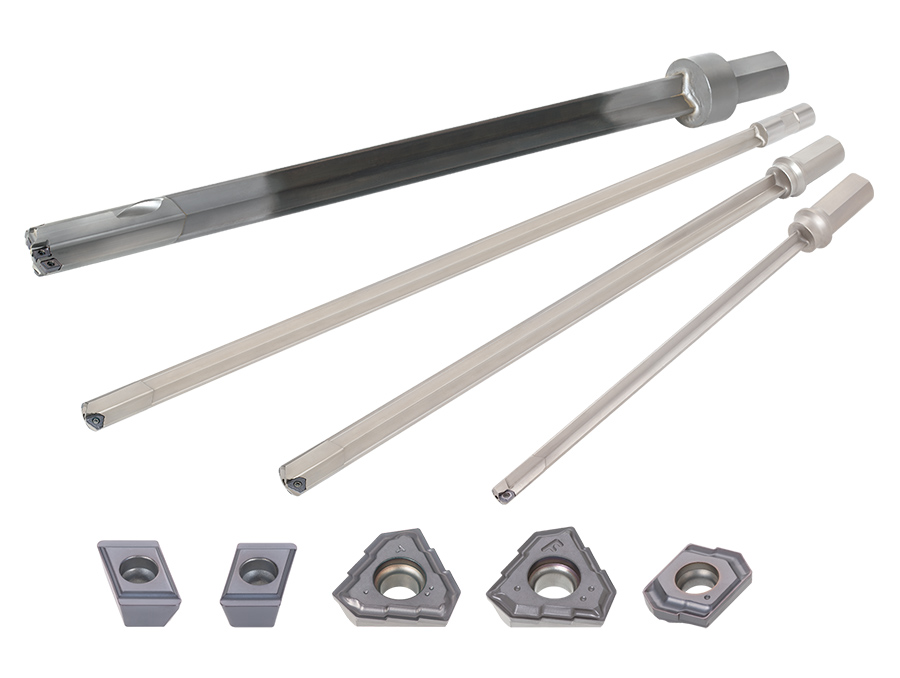
| 製品名 | DeepTri-Drill |
| TSR No. | 5159D |

使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ボディ | MCTRCH18.00XM25A-25 | ろう付けガンドリル |
| インサート | THT080305R-NDJ AH9130 | ろう付けガンドリル |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 穴径 DC (mm) | 18 | 18 |
| 加工面精度 Ra (μm) | 優れる | 悪い |
| 穴深さ H (mm) | 460 | 460 |
| 切削速度 V/c (m/min) | 80 | 68 |
| 送り f (mm/rev) | 0.2 | 0.07 |
| 送り速度 Vf (mm/min) | 283 | 84 |
| 切削油 | エマルジョン | エマルジョン |