DeepTriDrill – Die and Mold – AH9130
DeepTriDrill boosts productivity and lowers machining cost
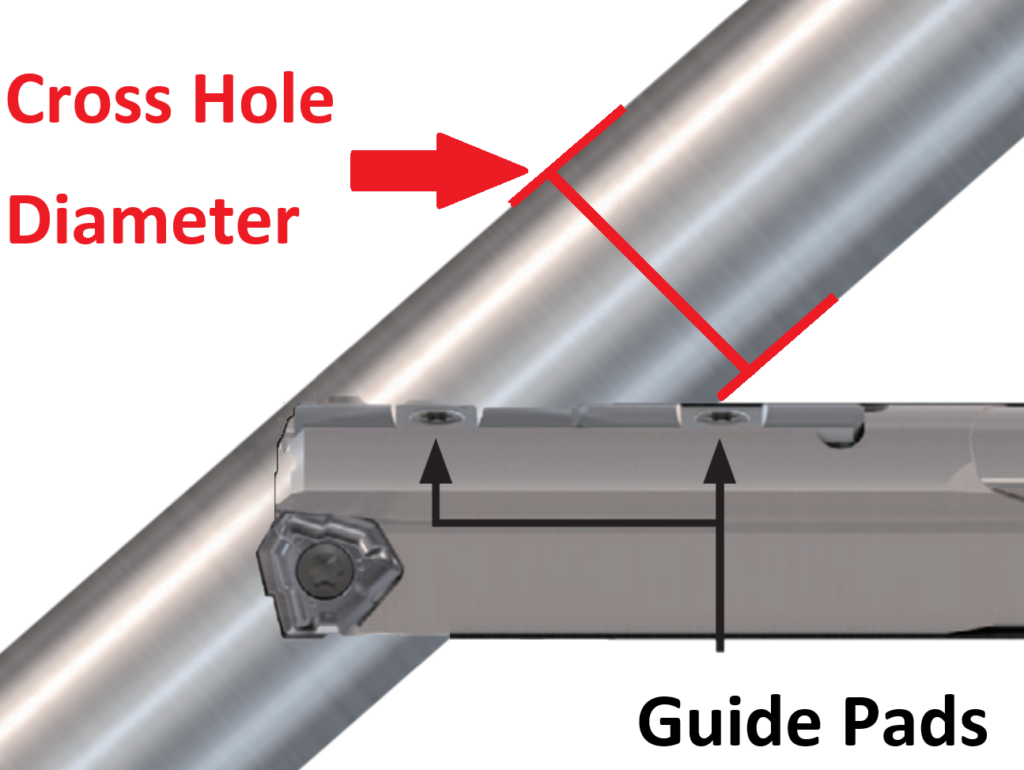
DeepTriDrill solves common deep‑hole drilling issues such as chip evacuation, long cycle times, and inconsistent tool life. Its stable geometry, optimized coolant flow, and guide‑pad support ensure predictable performance and clean, accurate bores.
Key advantages:
Stable deep‑hole machining with reduced wear
Faster cycle time depending on setup
Lower cost per hole than conventional options
Improved accuracy and surface finish
Reliable for continuous production
DeepTriDrill provides a dependable way to boost productivity and optimize deep‑hole operations.
Share
| Industry | Die & Mold |
|---|---|
| Component | Mold |
| Material ISO code |
|
| Work material | SKD61 |
| Machine(spindle type) | Horizontal Machining Center |
| Tool family | Holemaking |
| Tool category | Deep hole drilling |
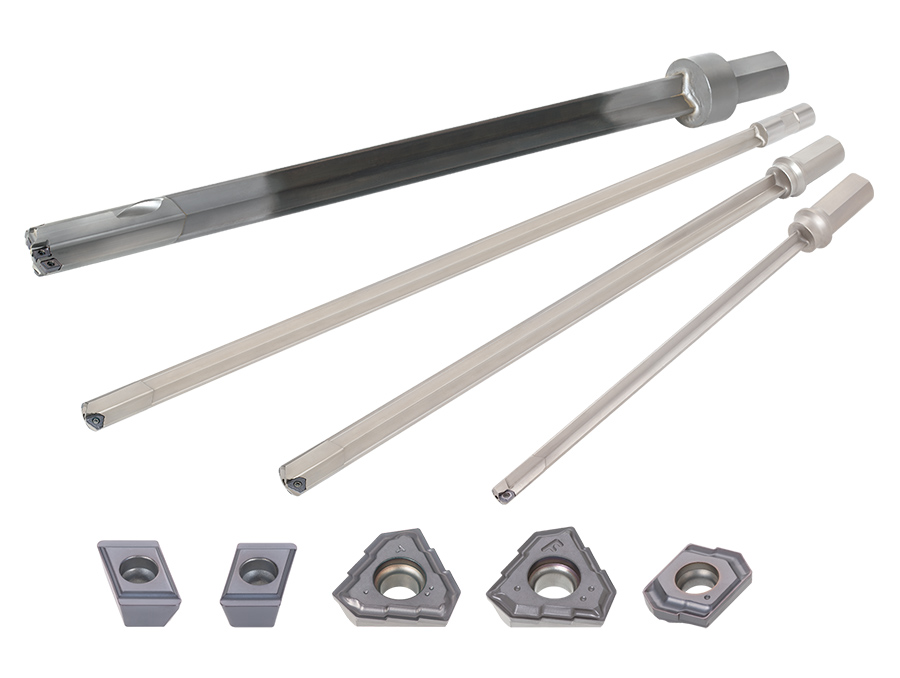
| Product name | DeepTri-Drill |
| TSR No. | 5197D |
Tool
| Tungaloy | Competitor | |
|---|---|---|
| Body | MCTRCH11.00XM20-25 | HSS Drill |
| Insert | ZSGT060204R-NDJ AH9130 | HSS Solid Drill |
| Grade | AH9130 | coated HSS Drill |
Tool life
| Tungaloy | Competitor | |
|---|---|---|
| Tool life (m/insert) | 2.7 | 0.9 |
| Number of workpieces (pcs/insert) | 12 | 4 |
| Machining length (m) | 2.7 | 0.9 |
Cutting conditions
| Tungaloy | Competitor | |
|---|---|---|
| Tool diameter DC (mm) | 11 | 11 |
| Hole depth H (mm) | 230 | 230 |
| Cutting speed V/c (m/min) | 80 | 20 |
| Feed f (mm/rev) | 0.05 | 0.02 |
| Feed speed Vf (mm/min) | 116 | 12 |