MillQuadFeed15 – 金型 : ベースプレート – フラットトップインサート
工具寿命と加工能率の改善
黒皮面のプレート加工では、切込みの変動による境界摩耗や刃先欠損が発生し、加工途中で工具寿命に達することでダウンタイムが発生し、生産性が低下していた。
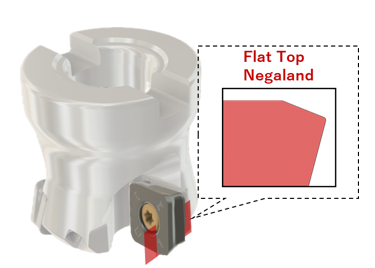
この課題を解決するため、MillQuadFeed のフラットトップインサートを提案。
刃先断面積の増加 と ネガランド形状 により、刃先の損傷を抑え、安定した加工を実現。
その結果、工具寿命は3.0倍、加工能率は1.5倍に向上。

| 産業 | 金型 |
|---|---|
| 加工部品 | プレート |
| ISOコード |
|
| 被削材 | SS400 |
| 工作機械 | 大型横型マシニングセンタ(#50、HSK100) |
| 加工分類 | 転削加工 |
| 加工形態 | 高送り加工 |
| 製品名 | MillQuadFeed |
| TSR No. | 5155M |
使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ボディ | TXSW15M125B40.0R07 | 正面フライス |
| 刃数 | 7 | 8 |
| 工具径 | 125 | 125 |
| インサート | SWMW1506USR | ネガインサート |
| コーナ数 | 4 | 14 |
| 材種 | AH3225 | PVD |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 切削速度 V/c (m/min) | 200 | 250 |
| 刃当り送り f/z (mm/t) | 1.0 | 0.42 |
| 送り速度 Vf (mm/min) | 2,139 | 3,565 |
| 切込み ap (mm) | 1.0 | 1.0 |
| 切削幅 ae (mm) | 100 | 97 |
| 切削油 | 乾式 | 乾式 |