MillQuadFeed09 – 金型 – モジュラーヘッド
加工時間の改善
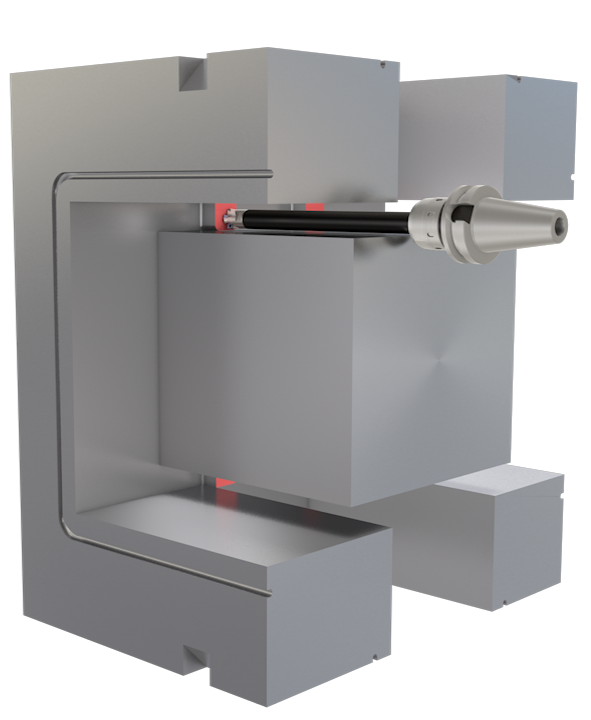
現行の加工はEDM方式(放電加工)で行っており、加工時間が非常に長いことが課題であった。
そこで、低切込み角であるMillQuadFeed-UERを提案。
低切込み角により、背分力が主軸方向へ働くことで工具突き出しが極端に長い場合でも、びびりを低減することができる。
生産性が大幅に向上し、加工時間を90%短縮することに成功した。

| 産業 | 金型 |
|---|---|
| 加工部品 | 金型 ブロック |
| ISOコード |
|
| 被削材 | SKD61 |
| 被削材硬度 | 30HRC |
| 工作機械 | 大型横型マシニングセンタ(#50、HSK100) |
| 加工分類 | 転削加工 |
| 加工形態 | 高送り加工 |
| 製品名 | MillQuadFeed |
| TSR No. | 5102M |

使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ボディ | HXSW09M032M16R04 | EDM(放電加工) |
| 工具径 | 32 | |
| 突き出し長さ | 370(L/D=11) | |
| インサート | SWMT0904UER-MM | |
| コーナ数 | 4 | |
| 材種 | AH3135 |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 切削速度 V/c (m/min) | 50 | |
| 刃当り送り f/z (mm/t) | 0.75 | |
| 送り速度 Vf (mm/min) | 1492 | |
| 切込み ap (mm) | 0.2 | |
| 切削幅 ae (mm) | <32 | |
| 切削油 | ドライ加工 |