TetraMini-Cut – シャフトパーキング – NS9530
工具コストの改善
スイス旋盤でS35Cシャフトパーキング部品の外径溝入れ加工を行う際、機械外でインサートを交換する際のホルダーのミスアライメントが原因で品質問題が発生し、以前の工具では1刃あたり1000個に達する前にチッピングが発生することがしばしばありました。
精密なインサートクランプと安定した切削性能で知られるNS9530材種を使用したタンガロイのTetraMini-Cutシステムを採用することで、インサートの安定性と工具寿命の両方が大幅に改善されました。
この新しいソリューションにより、早期のチッピングがなくなり、一貫して信頼性の高い性能を確保できるようになり、自動車やEVアプリケーションの生産量の増加が見込まれています。
| 産業 | 自動車 |
|---|---|
| 加工部品 | シャフトパーキング |
| ISOコード |
|
| 被削材 | S35C |
| 工作機械 | 自動盤 |
| 加工分類 | 溝入れ |
| 加工形態 | 外径溝入れ |
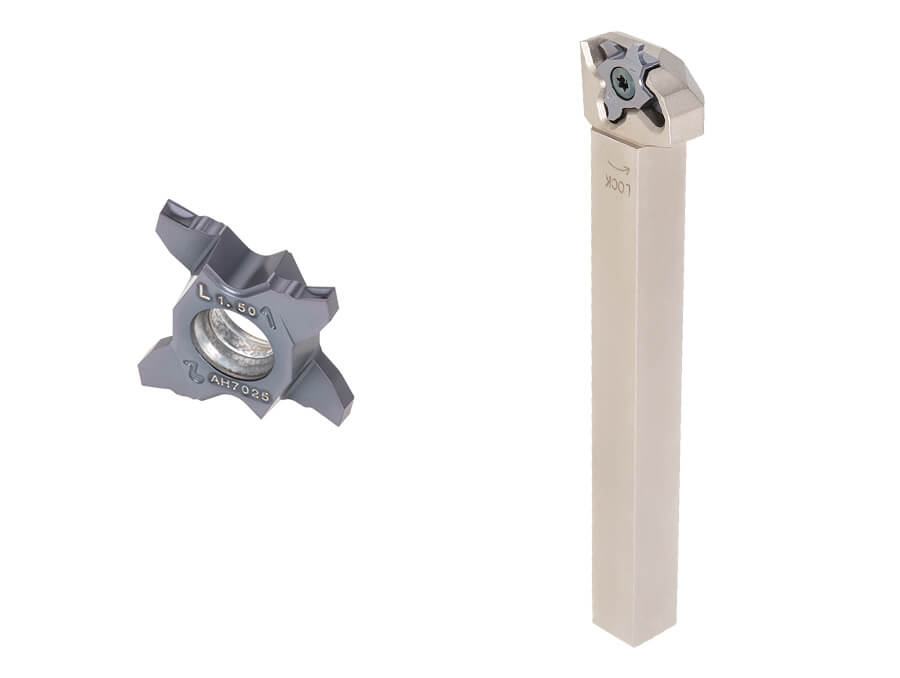
| 製品名 | TetraMini-Cut |
| TSR No. | 122016G |

使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ホルダ | QC12-STCR18 | 12x12シャンク |
| インサート | TCG18R300-010 | 3コーナーインサート |
| コーナ数 | 4 | 3 |
| 刃幅 | 3 | 3 |
| 材種 | NS9530 | PVD材種 |
工具寿命
| タンガロイ | 他社品 | |
|---|---|---|
| 工具寿命 (個/コーナ) | 1000 | 1000 |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 切削速度 V/c (m/min) | 100 | 100 |
| 送り f (mm/rev) | 0.07 | 0.07 |
| 溝深さ (mm) | 1 | 1 |
| 切削油 | 外部給油 | 外部給油 |