DrillMeister – シャフトフランジ – 長いオーバーハングの解決策
生産性向上
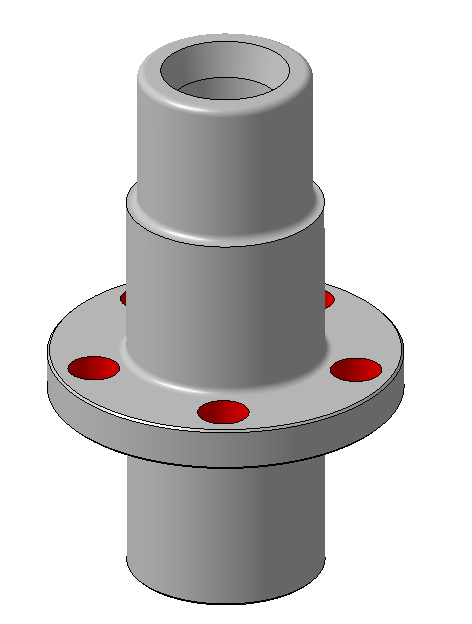
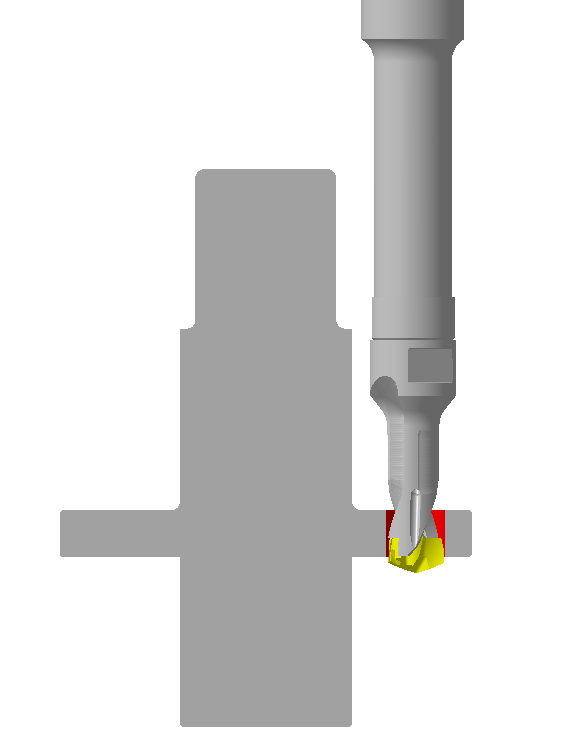
フランジ付きシャフトの場合、穴あけ加工時にフランジ面との干渉を避けるため、45mmのオーバーハング(6.8×D)が必要であった。
DrillMeister TUNGFLEXタイプを提案・評価したところ、高い効果が得られた。
その結果、工具寿命を維持したまま、加工効率を従来の約2倍に向上させることができ、1,000部品(1ワーク2穴)を問題なく加工することに成功した。

| 産業 | 自動車 |
|---|---|
| 加工部品 | シャフトフランジ |
| ISOコード |
|
| 被削材 | 45C |
| 工作機械 | 小型マシニングセンタ(#30、HSK40) |
| 加工分類 | 穴あけ |
| 加工形態 | 貫通穴 |
| 製品名 | DrillMeister |
| TSR No. | 5439H |
使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ボディ | TID065S06-2 | Solid drill 8xD |
| ヘッド | DMC066 AH9130 | |
| 材種 | AH9130 | PVD |
工具寿命
| タンガロイ | 他社品 | |
|---|---|---|
| 部品加工数 (部品数/インサート) | 1000 | 1000 |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 穴径 DC (mm) | 6.6 | 6.6 |
| 穴径公差等級 | IT10 | IT10 |
| 下穴径 (mm) | NON | NON |
| 穴深さ H (mm) | 5.5 | 5.5 |
| 切削速度 V/c (m/min) | 89 | 79 |
| 送り f (mm/rev) | 0.09 | 0.05 |
| 送り速度 Vf (mm/min) | 386 | 191 |
| 切削油 | 内部給油 | 内部給油 |