MillQuadFeed15 – 二相ステンレスフレーム – U型インサート
工具寿命の改善
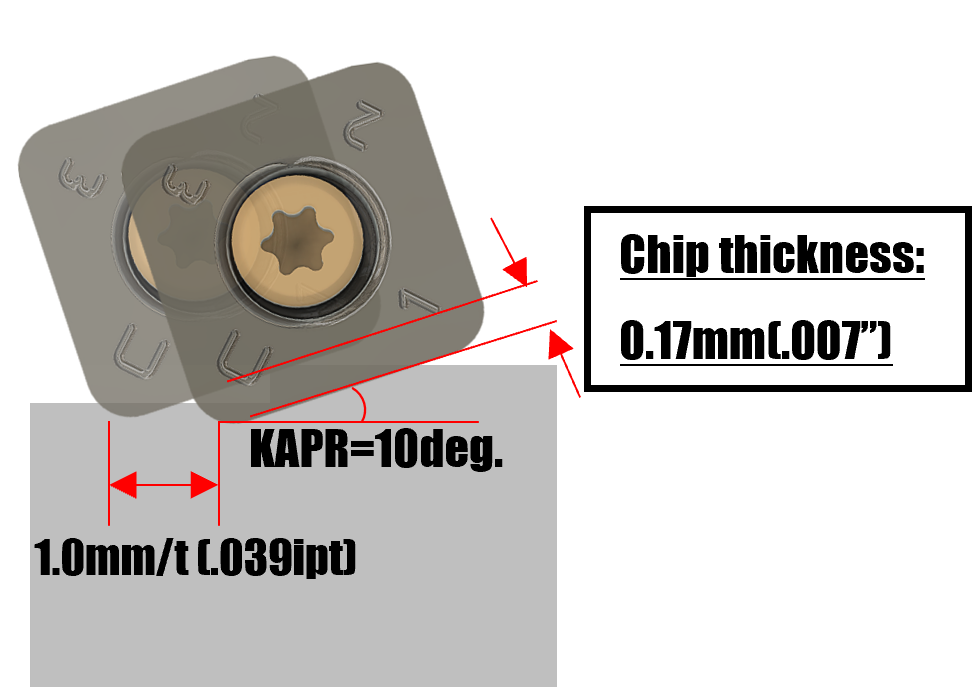
大型曲面板の荒加工では、他社製工具は切削抵抗が大きく加工が安定しなかった。そこで、耐熱鋼加工で実績のある MillQuadFeed Uタイプインサート を提案。低切込み角設計により薄い切りくずを生成し、切削熱を抑えることで刃先欠損を軽減。その結果、困難だった荒加工を安定して行うことが可能となった。さらに工具寿命は他社比で3倍に延び、交換回数や段取りロスを削減。生産性の大幅な向上につながった。

| 産業 | 一般機械部品 |
|---|---|
| 加工部品 | フレーム |
| ISOコード |
|
| 被削材 | SUS821L1 |
| 工作機械 | 大型横型マシニングセンタ(#50、HSK100) |
| 加工分類 | 転削加工 |
| 加工形態 | 高送り加工 |
| 製品名 | MillQuadFeed |
| TSR No. | 5358M |
使用工具
| タンガロイ | 他社品 | |
|---|---|---|
| ボディ | TXSW15J125B38.1R07 | 丸駒カッター |
| 工具径 | 100 | 100 |
| 突き出し長さ | 168 | 168 |
| インサート | SWMT1506UER-MM | 丸駒インサート |
| コーナ数 | 4 | 12 |
| 材種 | AH3135 | PVD |
切削条件
| タンガロイ | 他社品 | |
|---|---|---|
| 切削速度 V/c (m/min) | 170 | 170 |
| 刃当り送り f/z (mm/t) | 0.82 | 0.5 |
| 送り速度 Vf (mm/min) | 2,485 | 2,706 |
| 切込み ap (mm) | 1.0 | 1.0 |
| 切削幅 ae (mm) | 80 | 80 |
| 切削油 | ドライ加工 | ドライ加工 |