AddMultiTurn – Bearing – T9215
IMPROVED TOOL LIFE AND COST
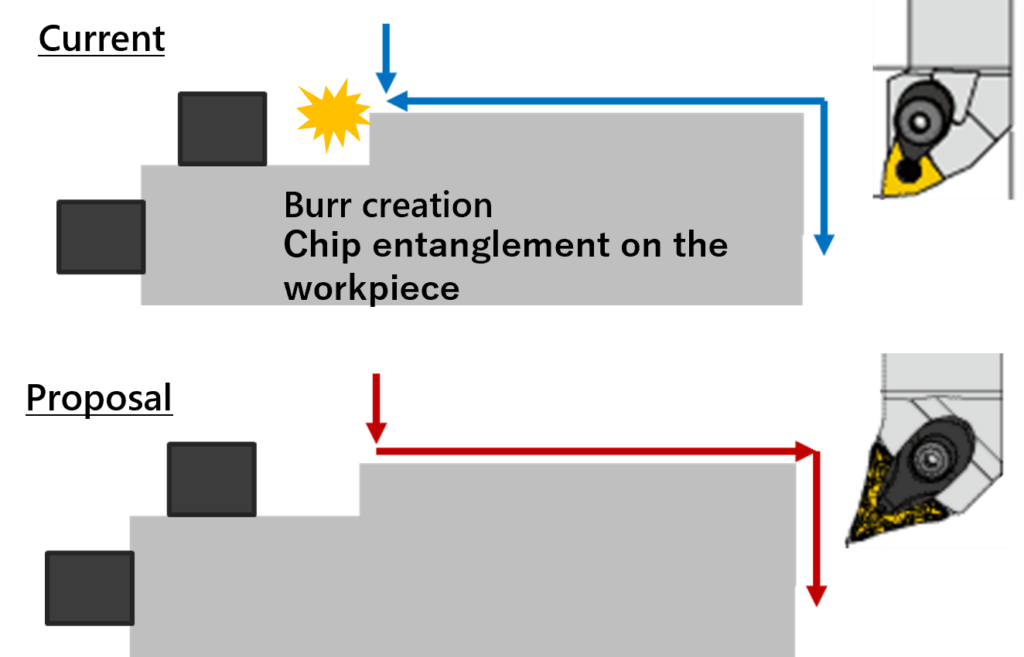
ISO inserts were being used, but issues such as burrs and ring-shaped chips wrapping around the workpiece occurred. Additionally, there was a request to improve the short tool life.
By applying the AddMultiTurn, Tungaloy changed the external turning process from front turning to back turning with a single pass. This change suppressed burr formation and resolved the problem of chip entanglement. As a result, AddMultiTurn achieved a 1.15x increase in machining efficiency, consolidation of ISO inserts from two types to one, and a 1.4x extension in tool life.
Share
| Industry | Bearings |
|---|---|
| Component | Bearing |
| Material ISO code |
|
| Work material | STKM13A |
| Machine(spindle type) | CNC Lathe |
| Tool family | Turning |
| Tool category | External & Face turning |
| Product name | AddMultiTurn |
| TSR No. | 5047T |
Tool
| Tungaloy | Competitor | |
|---|---|---|
| Insert | 6V-TOMG250604F-TSF | WNMG080408-Middle chip breaker |
| Edges par insert | 6 | 6 |
| Grade | T9115 | CVD P15 |
Tool life
| Tungaloy | Competitor | |
|---|---|---|
| Tool life (pcs/edge) | 200 | 140 |
Cutting conditions
| Tungaloy | Competitor | |
|---|---|---|
| Cutting speed V/c (m/min) | 150 | 130 |
| Feed f (mm/rev) | 0.1 | 0.1 |
| Depth of cut ap (mm) | 0.15 | 0.15 |
| Coolant | MQL | MQL |