DrillMeister -Wheel hub bearing shaft- drill and chamfer by tailor made body
IMPROVED TOOL LIFE
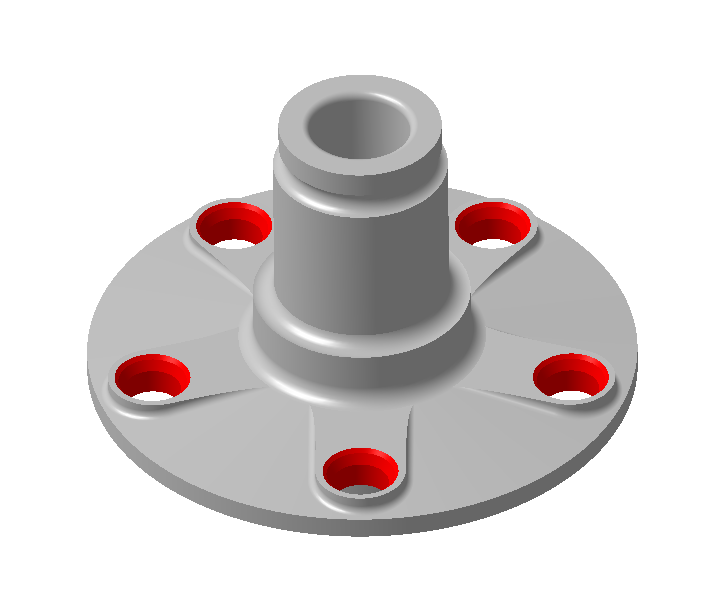
This case involves machining an automotive hub bearing component.
Compared with the existing solid-tool solution, the new setup achieved three times the tool life while also integrating the chamfering process.
With the previous tool, the cutting edge reached the end of its life after machining around 800 parts, and the long tool overhang caused instability during machining.
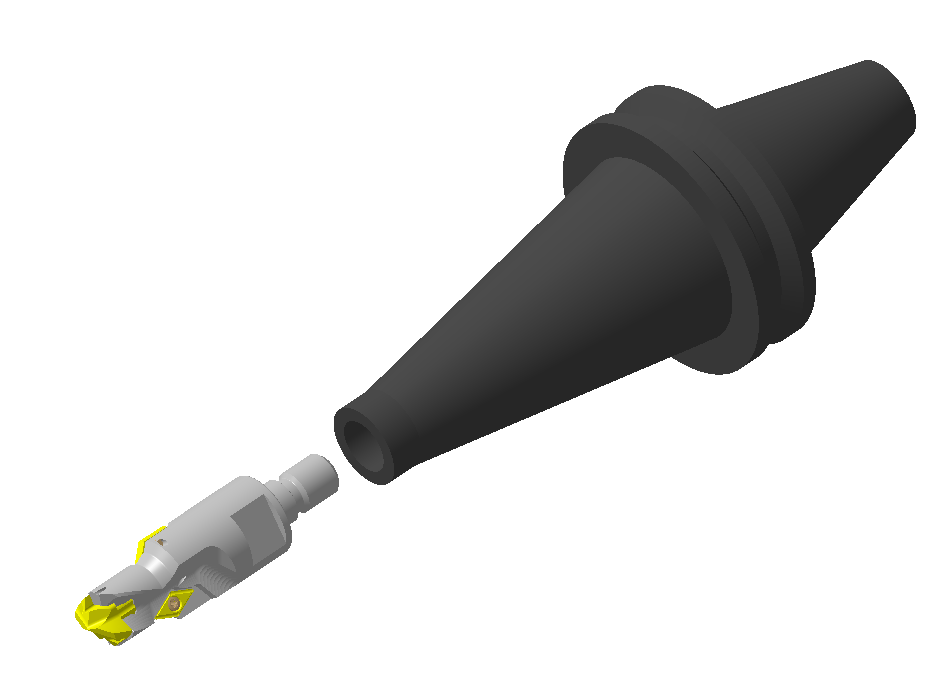
To address this, we proposed the use of DrillMeister with a TUNGFLEX connection. This tool is equipped with a chamfering edge, enabling both drilling and chamfering in a single operation.
By improving tool rigidity, DrillMeister has achieved a significant increase in tool life.
Share

| Industry | Automotive |
|---|---|
| Component | Wheel bearing Hub part |
| Material ISO code |
|
| Work material | C53 |
| Machine(spindle type) | Machining Center Small(#30,HSK40) |
| Tool family | Holemaking |
| Tool category | Drilling and chamfer |
| Product name | DrillMeister |
| TSR No. | 5438H |
Tool
| Tungaloy | Competitor | |
|---|---|---|
| Body | TID-M with chamfer(Taylor made) | Solid carbide drill 5xD |
| Head | DMP138 AH9130 | |
| Grade | AH9130 | PVD |
Tool life
| Tungaloy | Competitor | |
|---|---|---|
| Tool life (m/insert) | 125 | 40 |
| Number of workpieces (pcs/insert) | 2500 | 800 |
Cutting conditions
| Tungaloy | Competitor | |
|---|---|---|
| Tool diameter DC (mm) | 13.8 | 13.8 |
| Hole tolerance grade | IT10 | IT10 |
| Hole depth H (mm) | 10 | 10 |
| Cutting speed V/c (m/min) | 90 | 90 |
| Feed f (mm/rev) | 0.25 | 0.25 |
| Feed speed Vf (mm/min) | 2077 | 2077 |
| Coolant | External coolant (emulsion) | External coolant (emulsion) |